Numerical Investigation of the Effect of Process and Sheet Parameters on Bending Angle in the Laser Bending Process ()
1. Introduction
In recent years, laser bending has emerged as a new and very promising technique to form sheet metal by thermal residual stresses. There are many advantages of laser bending compared to conventional sheet bending. Among these are, design flexibility, production of complex shapes (which is not achievable by the conventional methods), forming of thick plates, possibility of rapid prototyping, etc. There have been done many researches in the laser bending process. Among them, some researches have been focused on the effect of process parameters on the obtained bending angle using analytical investigations. In 1994, Vollertsen [1] derived an expression for the bending angle based on a two-layer model for TGM, and described the optimal conditions for straight-line laser forming. In 1997, Yau et al. [2] derived a similar model based on two-layer model. However, in Yau’s model, the two-layer model approach was extended to include the counter-bending effect in order to account for some of the purely elastic straining. This modification resulted in two equations, one for the counter-bending angle and one for the bend angle at the end of the cooling cycle. In 2003, Mucha et al. [3] developed two analytical approximations for fast and slow moving heat source. Derived formula for surface temperature showed that effective bending angle occurs when the material surface temperature is close to the melting temperature. In 2006, Shen et al. [4] derived a formula of bending angle in laser forming based on the assumptions that the plastic deformation is generated only during heating, and during cooling only the elastic deformation occurs. In this formula, the yield strength reduction factor due to the temperature increase and the characteristic depth of plastic zone are involved. In 2006, Shen et al. [5] presented an analytical model to estimate the bending angle during the laser forming of a sheet. Plastic deformation is considered during both heating and cooling and is calculated based on a history-dependent incremental stress-strain relationship. Comparison of the present model with experiment data was provided to demonstrate the accuracy of the model under both TGM and BM. Experimental and numerical investigations have been widely used by researchers in the laser forming process. In 2013, Safari et al. [6] investigated laser bending of tailor machined blanks experimentally and numerically. They proposed a novel and powerful irradiating scheme for laser bending of tailor machined blanks. They concluded that tailor machined blanks can be successfully laser formed with proposed irradiating scheme. Also in 2014, Safari et al. [7] investigated various irradiating schemes for laser bending of tailor machined blanks. In their work, three different irradiating schemes i.e. variable speed method (VSM), variable power method (VPM) and variable beam diameter method (VBDM) were considered. In each method, relevant variable parameter was changed in various sections of tailor machined blank. They concluded that VSM is a better irradiating scheme than VPM and VBDM. After VSM, the VPM is a suitable choice. It is also concluded that VBDM is not a suitable method for laser bending of tailor machined blanks in comparison with VPM and VSM. For investigating the effect of process parameters on the bending angle, some of researches have been focused on the statistical analysis. In 2013, Safari et al. [8] in a novel work studied the effect of process parameters on bending angle in the laser bending of tailor machined blanks. Their results show that in the laser bending of tailor machined blanks, irradiating scheme has the most important effect on bending angle. After irradiating method, laser output power, beam diameter, number of radiation passes, and start point of scan path have the most important effects on bending angle, respectively. They concluded that selecting a suitable irradiating method can noticeably improve the bending angle in the laser bending of tailor machined blanks.
In this work the effects of process parameters such as laser output power, beam diameter and scan speed and also sheet thickness on the bending angle have been investigated numerically in the laser bending process. For this purpose Abaqus software is used for investigating the effect of various process and sheet parameters. The results show that with increasing the laser output power, bending angle is increased. Also, the bending angle is decreased with increasing the beam diameter, scan speed, thickness and inertia moment.
2. Numerical Work
In the numerical investigations, the finite element method has been used for thermal and mechanical analysis. For this purpose ABAQUS implicit code has been used. In these simulations, mechanical calculations can be decoupled from thermal ones. The reason is that energy dissipation due to plastic deformation is much less than laser energy used in the process and hence changes in temperature due to plastic work can be ignored. The surface heat flux distribution is computed according to Gaussian distribution from the following formula:
 (1)
(1)
where  is the laser absorption coefficient of the irradiated surface,
is the laser absorption coefficient of the irradiated surface,  is the laser beam power,
is the laser beam power,  is the radius of laser beam irradiated to the surface of sheet metal and
is the radius of laser beam irradiated to the surface of sheet metal and  and
and  are the distances of a point away from the center of the laser beam. Boundary heat transfer is modeled by natural heat convection and radiation. For boundary conditions in mechanical analysis, necessary constraints are added to eliminate rigid body movement. The material used in this research is mild steel and its properties are temperature dependent, such as heat conductivity, specific heat, Young’s modulus, expansion coefficient and yield stresses and the required data have been taken from report of Zhang et al. Obviously the same mesh is used for both thermal and mechanical calculations. As shown in Figure 1, dense meshes have been used near the heat line to obtain more accurate results and also coarse meshes far from the heat line to reduce the run time.
are the distances of a point away from the center of the laser beam. Boundary heat transfer is modeled by natural heat convection and radiation. For boundary conditions in mechanical analysis, necessary constraints are added to eliminate rigid body movement. The material used in this research is mild steel and its properties are temperature dependent, such as heat conductivity, specific heat, Young’s modulus, expansion coefficient and yield stresses and the required data have been taken from report of Zhang et al. Obviously the same mesh is used for both thermal and mechanical calculations. As shown in Figure 1, dense meshes have been used near the heat line to obtain more accurate results and also coarse meshes far from the heat line to reduce the run time.
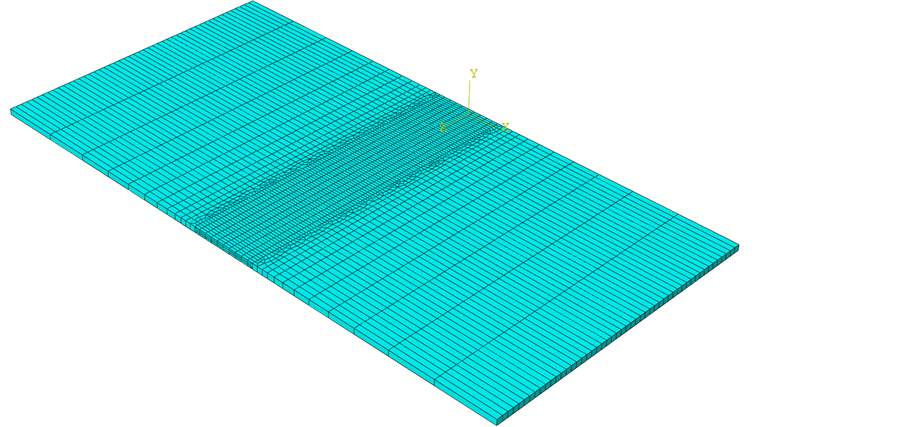
Figure 1. Mesh pattern of plate in the numerical simulations.
3. Results and Discussion
In this section, firstly it is necessary to validate numerical simulations with experimental tests. For this purpose, in the experiments a sample plate is made from mild steel with 100 mm (length) × 50 mm (width) and 1 mm (thickness). Then temperature profile on the bottom surface under the heat line is measured using a thermocouple (type K) stuck at this location. In this state, using a continuous wave CO2 laser with maximum power of 1200 Watts, processing parameters such as laser output power, beam diameter and scan velocity are adjusted as 200 Watts, 2 mm and 200 mm/min respectively. In the numerical simulation, temperature profile for the same location is extracted. In Figure 2 temperature profiles from experimental and numerical works are compared. As it is seen there is a good agreement between experimental and numerical results.
It is important to note comparing between experimental and numerical temperature profiles is a powerful method for verification of numerical results. In the following sections effects of laser output power, scan speed, beam diameter and sheet thickness on the bending angle in laser bending process are investigated.
3.1. Effect of Laser Output Power
In Figure 3, effect of laser power on the bending angle of plate is shown. As is seen in this figure, bending angle is increased with increasing the laser power. The reason is that with increasing the laser power, induced heat flux into the plate increases and therefore plastic deformation areas in the plate are increased.
3.2. Effect of Scan Speed
In Figure 4, effect of scan speed on the bending angle is shown. As is seen, with increasing scan speed the bending angle of the plate is decreased. The reason is that with increasing the scan speed, there is not sufficient time for inducing the heat flux into the plate and therefore plastic deformation areas in the plate are decreased.
3.3. Effect of Beam Diameter
In Figure 5, effect of beam diameter on the bending angle of the plate in the laser bending process is investigated. It is concluded from this figure that with increasing the beam diameter, resulted bending angle of the plate is decreased. The reason is that in a constant laser power with increasing the beam diameter, the density of heat flux is decreased and therefore amount of plastic deformation areas is decreased.
3.4. Effect of Sheet Thickness
In Figure 6, effect of sheet thickness on the bending angle is shown. As is seen in this figure, with increasing

Figure 2. Temperature profiles obtained from experimental and numerical works for a sample point located on the bottom surface under the heat line.
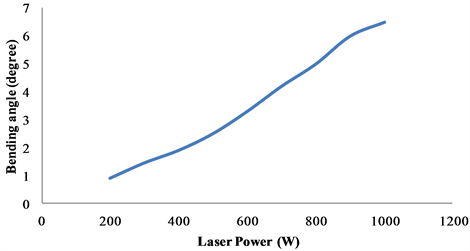
Figure 3. Effect of laser output power on the obtained banding angle in laser bending process.
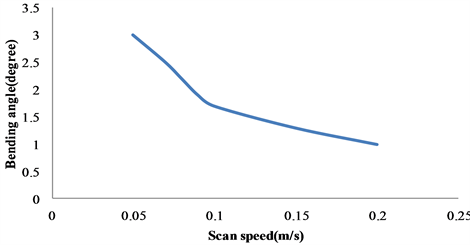
Figure 4. Effect of scan speed on the obtained banding angle in laser bending process.
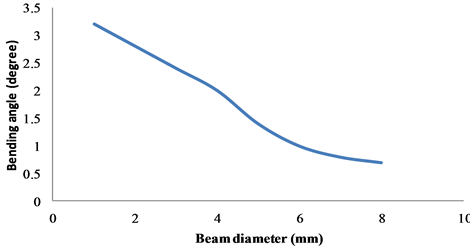
Figure 5. Effect of beam diameter on the obtained banding angle in laser bending process.
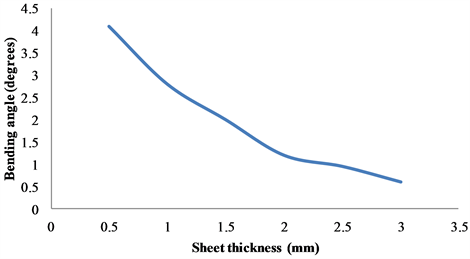
Figure 6. Effect of sheet thickness on the obtained banding angle in laser bending process.
the thickness of the plate, obtained bending angle is decreased. The reason is that with increasing the sheet thickness, bending stiffness of the plate is increased and consequently obtained bending angle of the plate in the laser bending process decreased.
4. Conclusion
In this work, using finite element method effects of process parameters on the obtained bending angle of the plate in the laser bending process are investigated. For this purpose, Abaqus software is used and numerical simulations are verified with experimental tests in the temperature field. The results show that obtained bending angle of the plate is increased with increasing the laser output power and decreasing the scan speed, beam diameter and sheet thickness.
Acknowledgements
The work described in this paper was fully supported by a grant from Islamic Azad University, Aligoudarz branch (Research project title: Numerical investigation into the effect of Laser parameters on the bending angle in laser forming Process). The author would like to thank the Islamic Azad University, Aligoudarz branch for providing the research facilities and funds.