Deployment of Lean Six Sigma and KAIZEN Techniques: A Case Study of the Concrete Production Plant for the 750 MW (5 * 150 MW) Kafue Gorge Lower Hydro Power Project ()
1. Introduction
With the advent of the fourth industrial revolution, companies are striving to be leaders, relevant and competitive amidst the unprecedented change. Considering the fact that manufacturing and production are benchmarks of economic sustainability, ( Allampallewar & Sathe, 2017 ) concludes that construction management and technology are key to the development in the construction industry. Henceforth, in preparation for the fourth industrial revolution in the belt environment ( Fletcher, 2016 ), integration of strategic approaches in manufacturing and production with methods and techniques that are constantly sharping market competitive advantages has become an obligation for every company to ensure survival and market share. New to the construction industry, Lean Six Sigma (LSS) and KAIZEN are the most effective methods to reduce defects and improve processes in construction. Lean manufacturing traces its origin from the Toyota Production System which defines the company’s management methods and uniqueness. After World War II, Toyota faced very different business conditions making its market share very small in the post-war. With flexibility as their strength Toyota realized that making lead times short and integrating dynamism in production lines, assured higher quality, better customer responsiveness, better productivity, and better utilization of equipment and space are some of the rewards. During the 1940s and 50s, Toyota’s True North was the elimination of wasted time and materials from every step of the production process from raw material to finished goods while addressing the need for fast flexible process that give customer what they want, when they want it, at the highest quality and affordable cost ( Liker, 2004 ).
Six Sigma is a precise and highly effective implementation of proven quality principles and techniques in order to attain a close-to-ideal process. Sigma, σ, is a letter in the Greek alphabet used by statisticians to measure the variability in any process. First implemented by Motorola in the 1980s, Six Sigma is a quality improvement technique based on statistics with objectives of decreasing costs, optimizing processes and reducing the production time ( Sarathkumar & Loganathan, 2016 ). The KAIZEN management originated in the Japanese management practices and is dedicated to the improvement of productivity, efficiency and quality. From Figure 1 we can see that the deployment of KAIZEN
involves methods and techniques that are employed to make subtle improvements, which when applied to key processes will put a company on a journey towards increased revenue, reduced costs and improved collaboration. The KAIZEN management system is based on the continuous loss reduction by means of methods that do not rely on investments but on the improvement of the processes and the work force performance ( Titu et al., 2010 ). With regards to Predictive and Run-to-Failure maintenance, the methodologies used when implementing the LSS and KAIZEN techniques can be used by companies to ensure continuity in production and also to harness the fourth Industrial Revolution for sustainability in reshaping the future of production and manufacturing ( World Economic Forum, 2019 ).
2. Project Description
The demand for electricity in the Republic of Zambia has been increasing directly proportion to its economic development as can be seen from Figure 2, with a view of mitigating the energy deficit, the Zambian government formulated the Power Development Master Plan which is based on the Power demand forecast considering the expansion of the transmission line networks in Zambia, rural electrification and the Southern Africa Power Pool (SAPP) trends ( Ministry of Energy and Water Development, 2011 ). The Southern Africa Power Pool (SAPP) membership comprises Botswana, DRC, Lesotho, Mozambique, Namibia, South Africa, Swaziland, Zambia, and Zimbabwe. With an installed
Capacity of more than 55,000 MW, the annual consumption of electricity by the SAPP is about 50,000 MW with the annual growth rate of overall electric power consumption averaging to 5 percent per annum ( Zambia Development Agency, 2014 ). The dam for the Kafue Gorge Lower (KGL) Project (Table 1) cuts across the Kafue river which is one of the major tributaries of the Zambezi River with the total length of about 1500 km. Situated entirely within the borders of Zambia, the area of Kafue river Basin measures about 156,000 km2 and originates in the Copperbelt province at an elevation of 1456 meters (m) above sea level with its’ termination at the confluence with the Zambezi River at an elevation of 366 meters (m) above sea level ( Stenek & Boysen, 2011 ). Constructed along the narrow valley, the Kafue Gorge Lower (KGL) Project site is located about 200 meters downstream of the Kafue Gorge Upper (KG) Hydropower Station and it is reckoned, according to ( Ministry of Energy and Water Development, 2011 ), that the KGL reservoir capacity will act as cushion to facilitate the effective operation of the KG Hydropower Station in peak periods.
3. Dam Design
The dam type for the KGL Project is Roller Compacted Concrete (RCC) Dam which, according to ( Li, 2019 ), is formed by spreading the thin layer of the zero-slump concrete and rolling compaction by means of vibrating roller. Furthermore, in terms of consistency, RCC is very dry in nature just like soil during compaction and RCC mixtures are specified using the Optimum Moisture Content (OMC) and Maximum Dry Density (MDD) instead of the Water-Cementing (w/c) ratio ( Hazaree, 2007 ). The essential ingredients of RCC are coarse aggregate, fine aggregate, fly ash, cement and water. An advantage of RCC compared to Conventional Concrete (CVC) is the presence of fly ash that reduces the amount of cement, thereby reducing the material cost. In addition to that, with regards to crack formation due to heat of hydration in mass concrete dam structure, the phenomenon is mitigated by reduction in the quantity of cement used ( Bank, 2003 ).
4. Batching Site
Located a few kilometers off the central point between the Powerhouse and the Dam sites, the Crushing Site, Photo 1 & Figure 3, comprised of three batching plants, three ice plants, ammonia plant and two water chillers with specifications as summarized in Table 2 below.
5. Problem Statement
One of the main economic advantages of the speed of construction feature of RCC dams is that large volumes of (low or high paste) concrete can easily be placed with heavy equipment, thus shortening the construction period of RCC
![]()
Table 1. Outline of the Kafue gorge lower project.
Source: ( Ministry of Energy and Water Development, 2011 ). (Acronyms: mcm = million cubic meters, MW = Megawatt, and cms = cubic meters per second).

Photo 1. Main crusher and Batching Plants with RCC conveyor Belt (ROTEC).
dams. The cost of placing concrete is critically dependent on its workability which has been universally reckoned as one of the most important property of fresh concrete among consistency and moisture-density relationships ( Hazaree, 2007 ). With the aim of ensuring continuity of placement of RCC, to prevent cold joint formation within a zone, it is imperative that the consistency in the rheology of fresh concrete is maintained to realize design qualities in the hardened structure, Photo 2. Henceforth, production management of concrete at the batching plant involves numerous techniques and measures to attain a desired workability of concrete with regards to the factors influencing the rheology of fresh concrete as shown in Figure 4.
6. Definition of Waste
With regards to the Lean Six Sigma and as defined by Toyota Way ( Liker, 2004 ), the most common non-value-adding activities that are considered as wastes are
![]()
Photo 2. Downstream of the Kafue gorge lower RCC dam.
described: defects, overproduction, transportation, waiting (queue time), inspection, motion and the process of production itself.
1) Overproduction: Producing items for which there are no orders, which generates unnecessary costs such as overstaffing, storage and transportation costs because of excess inventory.
2) Waiting (time on hand): Workers merely serving to watch an automated machine or having to stand around waiting for the next processing step, tool, supply, part, etc., or just plain having no work because of stockouts, lot of processing delays, equipment downtime, and capacity bottlenecks.
3) Unnecessary transport or conveyance: carrying work in process (WIP) long distances, creating inefficient transport, or moving materials, parts, or finished goods into or out of storage or between processes.
4) Overprocessing: taking unnecessary steps to process products and services, ineffective process due to use of poor tools and product design, hence producing defects. Producing good quality products than necessary generates incipient waste.
5) Excess inventory: Excess raw material, WIP, or finished goods causing longer lead times, obsolescence, damaged goods, transportation and storage costs, and delay. Also, extra inventory hides problems such as imbalances, late deliveries from suppliers, defects, equipment downtime, and long setup times.
6) Unnecessary movement: Any wasted motion employees have to perform during the course of their work, such as looking for, reaching for, or stacking parts, tools, etc. is waste.
7) Defects: Production of defective parts or correction. Repair or rework, scrap, replacement production, and inspection mean wasteful handling, time, and effort.
8) Unused employee creativity: Losing time, ideas, skills, improvements, and learning opportunities by not engaging or listening to your employees.
7. Scope of Waste on Site
Defining and identifying non-value adding activities forms the basis for an appropriate evaluation of the plant operation optimization techniques. At the concrete batching plant, the true north was delivering good quality concrete on time to different sections on site, hence elimination of waste was focused in material use, work force coordination and process time (lead time reduction).
Materials: papers for delivery notices, fly-ash, cement, different grades of aggregates (stones), molasses (admixtures), cement, ice for cooling.
8. Analytical Methodology
The DMAIC methodology ensures the optimal integration of both the lean approach (focusing on the non-value and value adding activities) and the Six Sigma (tools and techniques to help identify, understand and reduce variations) to realize the combined advantages of the two techniques.
Using the DMAIC model to Improve Production Processes
Prior to the deployment of this approach, it is imperative to ensure that the current plant processes are correct and satisfactory with reference to design and production plant’s true north, in our case: the automation of Discrete Control Systems, entering of the concrete placing orders into the concrete production management system and the monitoring system at the Control Centre was online with respect to Field Device Integration (FDT). With the aim of identifying variations in processes, the DMAIC (Define, Measure, Analyze, Improve, Control) model was used to implement lean six sigma improvements at the concrete production plant. The DMAIC model is a roadmap for process improvement that lean Teams should adhere to ( Wisconsin, 2016 ).
· Define: Process analysis, define the problem and what is required to meet production targets.
· Measure: Operational definitions, collect process data.
· Analyze: Constraint Identifications.
· Improve: Process flow, benchmarking, use of the KAIZEN.
· Control: Sustain improved standard operating procedures, Feedback Loop Analysis, use of KPIs.
9. Case Study
Define, Measure & Analyze
During the define stage, it is imperative to know that process analysis is the foundation toward achieving process excellence, in addition to that, to deploy the measure and analyze techniques, the apprehension and review of basic statistical tools like Key Performance Indicators are some of the prerequisites not only to effectively implement analytical batch and process sizing, but also value stream and process mapping. In this case, the non-value adding activities, with reference to the definition of waste, comprise of: defects, overproduction and unnecessary transport or conveyance.
Defects and Overproduction
Quality control of concrete is a challenge for the fact that dynamism in the state of the aggregates in silos has a major impact on the workability of the concrete produced. Hence to ensure good characteristics in the hardened structure, which is only possible with adequate flow without segregation, it is important that the quality control team is capable to detect variations in the degree of quality of concrete by monitoring the water cement ratio (w/c) which is affected by aggregate gradation, admixture type and dosage, among others.
Initially, to validate and evaluate the quality of the concrete batch, a team of Laboratory technicians had to discharge a volume of concrete from the mixer truck as sample for them to test (vibe and slump tests), moderate and know the quality of every batch mixed before releasing the truck. In some cases, dry mortar (sand & cement) was added to the batch mix in order to attain the desired workability of concrete. NB: each batch was sampled before the next batch was mixed. With that method of quality optimization where a volume of concrete after sampling is discarded, Photo 3 & Photo 4, fostered the wastage of raw materials (cement, fly arch, morasses, ice and aggregates) from every batch of concrete produced, usually three cubic meters of CVC.
Hydration, the reaction between cement and water, involves exothermic processes. When cement, water, fly ash, aggregates and additives (molasses) are mixed heat of hydration is produced which rises as the hydration process progresses. Therefore, it is imperative to monitor the concrete temperature for the realization of desired workability in concrete. The mitigation and control of

Photo 3. Discarded test samples (DTS) from concrete batches.

Photo 4. Discarded test samples (DTS) from concrete batches.
the heat of hydration is achieved by using chilled water and ice flakes in the mixing process. Considering the fact that the control of temperature rise during the construction of concrete structures like Dams is more important than material costs, optimization in material use ensures continuous project implementation ( Bank, 2003 ).
Unnecessary Transport or Conveyance
The longitudinal section across the centre line of the dam showing various stages of the placement for split level methodology and gallery layouts is shown in Figure 5 below. With a daily production of more than 2000 m3 placement of RCC, and an average placement/filling rate of 33,000 cubic meters per shattered zone, Photo 5 & Photo 6, with volume of more than 33,000 m3 speed is of essence.
![]()
Photo 5. (Downstream) shattered right bank of dam wall.
![]()
Photo 6. (Upstream) shattered right bank of dam wall.
![]()
Figure 6. Concrete batch and delivery paper clearing model (before LSS).
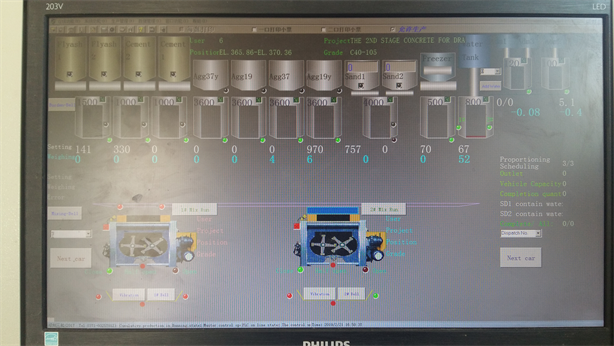
Consider Figure 6 as an analogical depiction of the signing of delivery papers for mixer trucks carrying concrete batches. Proximity of the batching plant and the Laboratory station brooded non-value adding activities such as unnecessary transport or conveyance. For instance, for every changes and instruction to the mix proportions (sand, additives or any other) in the concrete production application software, Photo 7, a laboratory technician had to walk a distance close to hundred meters to confirm the parameter changes with the Batching Plant Operators at the control room located about ten meters high. With reference to Figure 6, we had:
Plant Operators: Electrical Engineers, Technologist and Technicians.
Quality Assurance Team (QA): Laboratory Technicians (Lab-tech).
Quality Control (QC): Civil Engineers.
10. Improve & Control
With developed capability to identify waste and major process constraints, plant
 (a)
(a)
 (b)
(b)
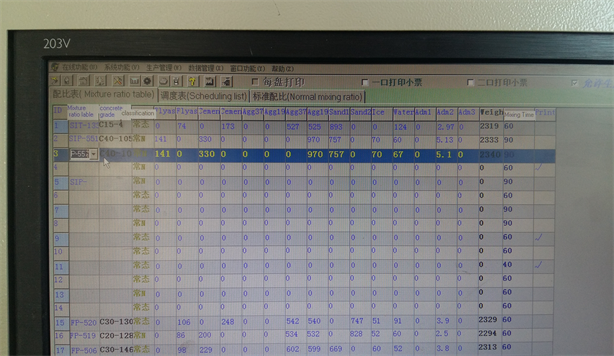
Photo 7. (a) (HMI) concrete production window; (b) mix proportions database for concrete grades.
management compiles an improvement charter during the define stage highlighting the targets to be accomplished after the implementation of the LSS. The sole purpose of improve is to make changes stipulated in the improvement charter, that is elimination of defects, waste and non-value adding process variations. LSS provides strategies like the 5S + 1 system that helps in benchmarking and consolidating solution selection matrix to be used during the improve stage ( George, 2003 ). The main purpose of control is to uphold the deployed techniques and preserve the realized gains from improved processes. Basically, control involves the use of strategies and tools that consolidates implemented standard operating procedures, visual process control and communication plans. The other concept that is very helpful in control activities is the setting of Key Performance Indicators (KPIs).
11. Realized Impact
Work Force
Reconsidered the number of batch plant operators with emphasis on delegation. In addition to that, the interaction and communication among civil engineers on site, quality control (Lab-tech) and plant operators was revised and coordinated as can be seen from Figure 7 depicting the LSS evolved information flow regarding the quality and quantity of concrete batch. As a way to uphold the improvements to plant processes and promotes a shared understanding of how each person is important to the batching plant’s success ( Go Lean Six Sigma, 2012 ), the use of Handheld Transceivers (HT) was consolidated by assigning a channel for each team operating at the plant, almost every employee had access to HTs, this built trust, sense of involvement, cooperation and responsibility among employees throughout all levels of the organization.
Lead Time
Integration of the quality assurance team together with batch plant operators in the control room, that is, from having two control room operator to three, with one representative from the quality assurance team who were able to relate the amperage of loaded concrete mixers and other quality indicators to workability of the concrete. Hence, workability had to be checked at the point of discharge from the mixer to the conveyor belt or mixer trucks. Evidently reducing the time to verify and confirm each produced batch adherence to the specification of fresh concrete.
Materials
Optimization in material use gave an added advantage in the mitigation of the cost of production. Some of the changes realized following the deployment of the LSS were as follows.
Wastage of concrete batch by disposal/site rejection: merging the batch plant operators and laboratory technicians by reducing the distance between batching plant and the location of the quality assurance team, we were able to reduce
![]()
Figure 7. Concrete batch and delivery paper clearing (LSS model).
wastage of concrete batch by disposal/site rejection since tests and changes were made before loading the concrete batches.
Excess production of ice: Production of ice was reduced to fill up 50% the ice storage containers to ensure that enough room and space in the ice storage containers was left for fault troubleshooting, nullification and run-to-failure maintenance.
Delivery papers: As can be seen from Figure 8, paper use for delivery notes was reduced by 66.67%.
12. Concluding Remarks
As we embark on deployment of process and production improvement techniques and industrial value chain creation to ascertain the truth north for an organization, it is imperative to note that for these plant and organization changes to be profitable we have to ensure that there is the coalesce between the people and the processes. Takt-Time being the breathing rate or production rate of the plant, ( Liker, 2004 ) states that Takt-Time is a concept that is to be used to design organized work or activities. Considering the Takt-Time establishment at the plant, it is everyone responsibility to understand the feedback reviews, once the work force starts looping in the same direction, that is having developed focus on the common “Takt-Time”, all forms of waste activities in the organization will be eliminated and the lead time between receipt of site concrete placing orders to concrete batch production will be reduced.
Deployment of the LSS and KAIZEN methodologies creates a well nurtured platform for standardizing processes which in turn lays the groundwork for the successful implementation and integration of systems such as the ERP, MES and SAP. In addition to that, this also helps work force switch from being reactive to proactive with a prime directive of continually seeking out and eliminating waste
![]()
Photo 8. KGL Dam (intake view with water filled dam).
![]()
Photo 9. KGL Dam (intake view with water filled dam).
![]()
Photo 10. Completion of water filling of KGL Dam (downstream view).
![]()
Photo 11. Completion of water filling of KGL Dam (plan view).
![]()
Photo 12. Powerhouse and 330 KV Switch yard (tailrace view).
and wasteful practices immediately transforming your operations. With a well reinforced team ( Nkumbwa, 2009 ) to advocate for these process optimization techniques, formulation of KPIs for a production plant and realization of reduced costs in production becomes inevitable.
Although the speed of placement of RCC is of essence, it is imperative that the workability of concrete conforms to standard specifications, hence the symbiotic integration of plant operators and laboratory technicians at the Batching plant and on site. Placement of concrete at the KGL RCC Dam lasted approximately 20 months, that is, from the initial RCC placement (6th June, 2018) to RCC Dam Completion (15th April, 2020). Photos 8-12 shows some of the completed concreted works at the KGL Hydropower Station.