Effect of Beryllium Aluminum Cyclosilicate on Thermal Expansion Behavior of Al-Based Composites ()
1. Introduction
Metal matrix composites (MMCs) have been undergoing various technological advances and emerged as a class of materials suitable for structural, thermal and wear applications. They exhibit significant improvement in physical and mechanical properties compared with monolithic materials in strength, elastic modulus, fatigue resistance and tribological properties at room and elevated temperatures [1] [2] [3] . Ceramic reinforced MMCs are widely used in spark plug electrodes, rocket nozzles, pistons, bearings, cutting tools where the coefficient of thermal expansion (CTE) plays an important role in the performance of these components [4] [5] . The CTE of MMCs can be tailored by varying the type and volume fraction of reinforcement in the composite [6] . A low CTE and high thermal conductivity are desirable properties for applications related to heat dissipation in electronic appliances like large scale integration devices and space structures [7] [8] . Materials with low density are used in operations that require superior performance, especially in aerospace, marine and automobile applications. Aluminum MMCs are widely used due to its low weight to strength ratio [3] . Aluminium MMCs (AMMCs) reinforced with hard ceramic particles find potential applications in engine blocks, pistons, brake rotors and suspension components [9] . When exposed to high temperatures, these composites will have good geometric stability where CTE plays a key role [10] . With this objective, an attempt has been made to study the CTE behavior of the A1 matrix reinforced with beryl particles in the temperature range of 30˚C to 350˚C.
The coefficient of linear thermal expansion (CTE or α) is a material property that is indicative of the extent to which a material expands upon heating [11] . Over small temperature ranges, the thermal expansion of uniform linear objects will be proportional to temperature change [12] . Studies on thermal expansion behavior of MMCs are scanty. T. H. Nam et al. focused on the effect of size and shape of the reinforcement, elastic properties of matrix and reinforcement on CTE [13] . M. E. Smagorinski et al. found that with the addition of ceramic particles, there was a reduction in CTE of composites and increase in thermal conductivity [14] . The CTE of a composite material depends on various parameters like type of reinforcement, the volume fraction of the reinforcements, properties of the matrix and reinforcement and porosity levels [15] [16] [17] . Thermal expansion behavior of the composites also depends on the stresses developed internally between the matrix and the reinforcement [18] .
There are three several types of coefficients of thermal expansion: linear, superficial and volumetric CTEs. The measurement of the linear CTE is denoted by α and is given by
 (1)
(1)
where, L0 is the original length of the sample, and , is the change in length and
, is the change in length and  is temperature interval. The superficial CTE is denoted by γ and is defined as
is temperature interval. The superficial CTE is denoted by γ and is defined as
 (2)
(2)
where,  is the original area of the specimen, and
is the original area of the specimen, and  is the change in area over a temperature interval
is the change in area over a temperature interval . The cubic or volumetric CTE, β, is defined as
. The cubic or volumetric CTE, β, is defined as
 (3)
(3)
where,  is the initial volume, and
is the initial volume, and  is the change of the volume over a temperature range
is the change of the volume over a temperature range . The γ and β are related to the linear CTE by
. The γ and β are related to the linear CTE by
 (4)
(4)
Many analytical models developed by Kerner, Turner, and Schapery bounds [13] are used to predict thermal expansion behavior of composites. These thermo- elastic models are having been used to understand the dependence of CTE on weight fraction of CTE within elastic limits. These models do not consider the effect of porosity and cannot predict CTE beyond elastic limit [19] .
In the present study, an attempt was made to study linear CTE of Al-beryl MMCs and its effect on reinforcement percentage of beryl particles and temperature. The CTE of Al-beryl MMCs was measured between 30˚C and 350˚C by a high precision dilatometer, and the experimental results were compared with thermo-elastic models, and an appropriate model was proposed to predict CTE of Al-beryl MMCs.
2. Experimental Procedure
2.1. Material Selection
First, commercially available pure aluminum, hereby referred as Al, was selected as a base metal. Al has a low density with good corrosion resistance, strength, ductility and improved tribological properties. The chemical composition of commercially available pure Al is given in Table 1.
Beryl used as reinforcement, is a ceramic material for high-temperature applications because of its high melting point, lower density and capacity to retain high strength at elevated temperatures. Beryl with chemical formula Be3Al2Si6O18 with a hexagonal crystal structure is a naturally occurring ceramic particle. It has a specific gravity of 2.6 to 2.8 with a hardness of 7.5 to 8 on Mohs scale. Beryl does not have a sharp melting point but softens between temperatures 1475˚C and 1550˚C and has a low CTE of 2.6 × 10−6/K [20] . In the present study beryl particles used were nearly spherical in shape having a particle size of 38 μm and 108 μm. The chemical composition of beryl particles is given in Table 2. The chemical compositions of the matrix and the reinforcement are determined using energy dispersive X-ray (EDX) microanalysis using electron microprobe analyzer JXA-A230.
2.2. Specimen Preparation
The Beryl was procured in the form of stones and was crushed to powder form
![]()
Table 1. Chemical composition of Al by weight percentage.
![]()
Table 2. Chemical composition of beryl by weight percentage.
using a ball mill. A proper ball to powder ratio was maintained to avoid powder agglomeration [21] . Crushed beryl particles were sieved to segregate into numerous sizes. Particle Size Analysis (PSA) was carried out after sieving. Fabrication of Al-Beryl MMCs was carried out by varying the size of the beryl particles and beryl content. Beryl particles of sizes 108 μm (coarse) and 38 μm (fine) were used to fabricate Al-Beryl MMCs. Percentage of beryl content was varied by 5%, 10% and 15% by weight. The technique used to produce AMCs by powder metallurgy (P/M) process is like those used for processing of un-reinforced materials. In this process, the matrix powder with reinforcement material and binder after blending is fed into a die of the desired shape. Cold isostatic pressing is used to obtain a green compact. These compacted pellets were sintered using Microwave sintering at a temperature of 500˚C. Sometimes it becomes necessary to maintain the consolidation temperature slightly above the solidus to minimize deformation stress, and to avoid the damage of particles or whiskers. Sintering of Al-beryl MMCs is more energy efficient than for most other P/M materials due to the relatively low sintering temperatures. Specimens for CTE testing having a diameter of 8 mm and length 20 mm were machined from the prepared MMCs. To verify the reproducibility of data, three samples of each composite were tested under the same condition.
2.3. CTE Testing Procedure
CTE is measured as per ASTM E228 standards using tube dilatometer (Model: BSPIL-MTR-DM). A dilatometer consists of an oven, support to hold the samples, thermocouples and LVDT sensors. Samples can be heated up to 1200˚C. The sample holder and push rod can accommodate samples up to 60 mm long. Temperature is recorded with K-type thermocouples located at the support for the measurement of sample temperature and at the center of the oven which is used to detect and control the heating temperature. The accuracy of CTE measured by this instrument is equal to ±0.1 × 10−6/K.
3. Analytical Thermo-Elastic Models
Before A particulate composite is a homogeneous material having a uniform distribution of the particles in the matrix. Volume fractions of the two phases are V1 and V2. The CTE of the MMCs is depended on several factors like matrix, size, and shape of the particles, distribution, type of particles and the microstructure of the composite. For the prediction of CTE of MMCs many models based on thermo-elastic energy principles were used such as Kerner, Schapery, and Turner models [22] . The thermal expansion results of MMCs obtained experimentally will be different from values obtained by the simple rule of mixtures. This is due to the significant difference between CTE values of the reinforcement and the matrix [23] . The degree of constraint is also dependent on the nature of the reinforcement. Many models have been proposed to predict the coefficients of thermal expansion (CTE) of particulate composites.
The following assumptions are made during the calculation of CTE using thermo-elastic models:
a) The bonding between Al matrix and the beryl particulates are perfect, and no chemical interactions are allowed between the matrix and the particle.
b) The properties of the constituents do not change with temperature.
c) Poisson’s ratios of the components are not very different.
3.1. Kerner Model
The composites are isotropic and homogeneous. The Kerner model considers the particles as spherical in shape and discontinuous. CTE of a composite consisting of spherical particles dispersed in a matrix is given by
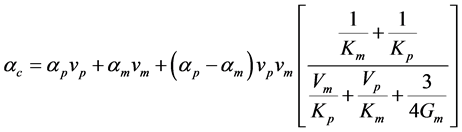 (5)
(5)
where  is the CTE of the component and v is the volume fraction. The subscripts m, p, and c refer to the matrix, particle, and composite, respectively. G is the shear modulus, which is given by,
is the CTE of the component and v is the volume fraction. The subscripts m, p, and c refer to the matrix, particle, and composite, respectively. G is the shear modulus, which is given by,
 (6)
(6)
K is the bulk modulus of the of the composite, which is related to Young’s modulus E and the Poisson’s ratio m of isotropic materials by
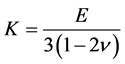 (7)
(7)
3.2. Schapery Bounds
Schapery bounds assume that the composite behaves as isotropic material and helps to determine CTE by considering the stress interaction between the matrix and the reinforcement. This model gives upper and lower bounds for the thermal expansion coefficient.
Upper bound is given by
![]() (8)
(8)
Lower bound is given by
![]() (9)
(9)
3.3. Turner Model
Turner model considers that internal stresses developed between the matrix and the reinforcement are not enough to disrupt the composite. The sum of the internal forces can be equated to zero, and an expression of the CTE of the composite is obtained as:
![]() (10)
(10)
Turner model considers that there is a homogeneous strain throughout the composite, i.e., strain at every component in the composite changes in the same rate as a composite. Turner model assumes that uniform hydrostatic stresses exist in the phases and shear deformation is negligible.
4. Results and Discussion
4.1. Particle Size Analysis
Particle size influences processing conditions, microstructure, and properties of the composite. The size and shape of particles influences parameters like green strength, compressibility, apparent density, agglomeration, flow rate, porosity, and sinterability. Particle size analysis of beryl powders is carried out by laser diffraction technique using Mastersizer 2000, which confirms to ISO13320-1 guidelines. The results are shown in Figure 1 and Figure 2. It can be observed from PSA results that the samples collected after sieving were in the range of 108
![]()
Figure 1. Beryl with average particle size of ~108 μm.
![]()
Figure 2. Beryl with average particle size of ~38 μm.
μm and 38 μm.
4.2. Microstructural Studies
Scanning electron microscope (SEM) images of Al powder (Figure 3) shows aluminum particles with of uniform size and there are no flakes present in the powder. SEM images of crushed beryl powders are shown in Figure 4 confirming that there is no particle agglomeration and the shape of the beryl particles was uniform.
![]()
Figure 5. Optical images of Al-Beryl MMCs at X 500 (a) 5% Beryl, (b) 10% Beryl, (c) 15% Beryl.
Micrographs of the transverse section of Al-beryl MMCs are shown in Figure 5. The distribution appears to be reasonably uniform and homogenous. It was observed that for higher percentages of reinforcement, the particles are aligned slightly more in the longitudinal direction. A very good interfacial bond between the beryl particulates and Al matrix was obtained. As beryl is ceramic in nature and is chemically inert at higher temperatures, it is observed that in the microstructure that no compound formation is found at the interfacial area.
4.3. Hardness
The Vickers hardness test was performed to determine themicro hardness of Al- beryl MMCs with a load of 100 g for the duration of 10 s as per ASTM E92 standards. The hardness is tested at three separate locations on the specimen, and the average of 3 readings was taken for a single specimen. The hardness of Al-beryl composites, by varying reinforcement content from 5% by wt. to 15% by wt. and the effect of sintering temperature and beryl particle size is presented in Figure 6(a) & Figure 6(b). With the increase in the beryl content, it is evident that the hardness of Al-beryl MMCs. The hardness of Al-beryl MMCs increased by 30% by varying beryl content from 5% to 15% by wt. The size of beryl particle has a significant impact on the hardness of Al-beryl MMCs. Al-beryl MMCs with finer beryl particles (38 μm) exhibited higher hardness when compared to Al-beryl MMCs with coarse beryl particles (108 μm). This is because dislocation density is much higher in the matrix reinforced with fine beryl particles than in coarse beryl particles. The sintering temperature of 600˚C resulted in higher hardness of the composite which accounts to almost 0.9 Tm of Al.
4.4. Coefficient of Thermal Expansion
The thermal expansion coefficients of Al-beryl MMCs with different weight
![]()
Figure 6. Hardness of Al-beryl MMCs (a) effect of sintering temperature (b) effect of particle size.
![]()
Table 3. Chemical composition of Al by weight percentage.
percentage of are shown in Table 3. It can be observed that as the weight percentage of reinforcement increases from 5% to 15% there is a drastic reduction in CTE and it was evident from the results that CTE of Al-beryl MMC is less compared to CPAl. The CTE of the CPAl and Al-beryl MMCs with variation in temperature and reinforcement percentages are shown in Figure 7. The CTE of both CPAl and Al-Beryl MMC was found to increase with an increase in temperature.
Young’s modulus and CTE of pure aluminum and beryl at different temperatures are used to determine theoretical values of CTE using thermo-elastic models. Thermal expansion coefficients of Al-beryl MMCs obtained from dilatometry are plotted together with the values obtained from thermo-elastic models given in the previous section, as shown in Figure 8.
![]()
Figure 7. CTE vs. Temperature of Al-beryl MMCs.
![]()
Figure 8. Comparison of experimental results of CTE with thermo-elastic models: (a) 5 % reinforcement, (b) 10% reinforcement, (c) 15% reinforcement.
5. Conclusions
Al-beryl MMCs with 5% to 15% by weight percentage of beryl were successfully fabricated using powder metallurgy process. The following conclusions can be drawn from this study.
・ The thermal expansion coefficients of Al-beryl MMCs decrease with the increase in beryl content between the temperature ranges 0˚C to 360˚C. Further, the CTE values of Al-beryl MMCs remain uniform over a large temperature range which is an advantage.
・ Thermo-elastic models like Kerner model, Turner model, Schapery upper and lower bounds are used to evaluate and predict CTE of Al-beryl MMCs. The experimental values of thermal expansion of Al-beryl MMC are compared with thermo-elastic models, and the results fairly agree with those predicted by the Turner model at higher temperatures. Kerner model agrees with experimental values only at lower reinforcement percentages but overestimates the CTE values at 10% and 15% reinforcement of beryl by weight.
・ The discrepancy between the theoretical values and experimental values of the CTE could be due to the anisotropic nature of beryl with the different coefficients of expansion in various crystallographic directions and the lack of perfect bonding between the metal matrix and beryl particulates.